Ручной раскрой фанеры — трудоемкая работа с малой производительностью. Качество же вручную вырезанных заготовок оставляет желать лучшего. Быстро и качественно раскроить большое количество материала можно только с использованием станков. Специальное оборудование требует умелого обращения. В противном случае результат не будет соответствовать ожиданиям. Сегодня мы поговорим об особенностях раскроя фанеры на фрезерных станках с ЧПУ.
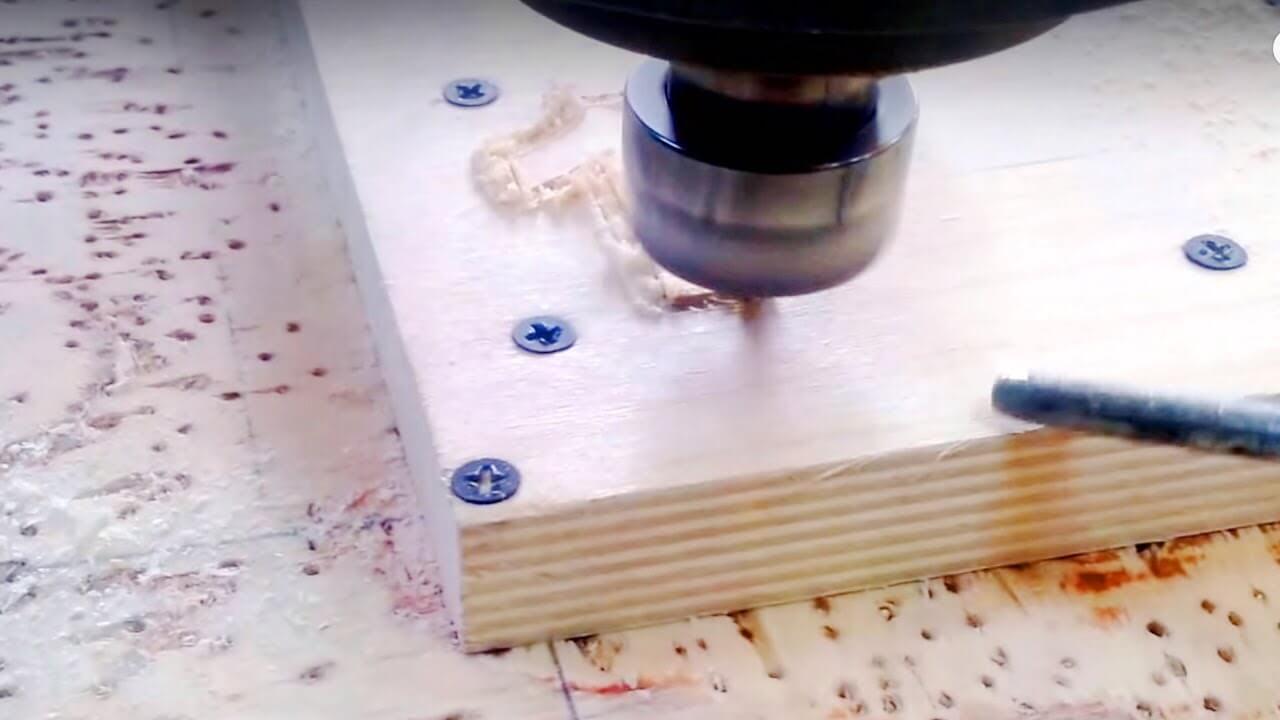
Для раскроя обычно применяют цилиндрические спиральные фрезы. Они бывают 1-, 2- и 3-заходными. Для работы с деревянными материалами подходят 1- и 2-заходные:
Рабочий диаметр инструмента следует выбирать с учетом толщины материала. Оптимальный диаметр для фанеры 20 мм — 4 мм. Для листов 3–4 мм подойдет фреза диаметром 1,5 мм. Для материала до 10 мм — 2 мм. Для резки фанеры средней толщины следует применять 3-миллиметровые элементы.

Внимание! Если взять слишком толстую фрезу, увеличится выход материала. Если фреза будет слишком тонкая, она будет перегреваться. В результате она затупится или сломается.
Работа на фрезерном станке с ЧПУ требует программирования хода фрезы даже при прямолинейном раскрое листов. Готовая программа обязательно должна содержать координаты входа инструмента (врезания), направление движения и длину пути этого движения, координаты точки выхода. При выполнении разных по форме и длине разрезов алгоритм программы должен быть последовательным. При выполнении множества одинаковых разрезов программу можно зациклить.
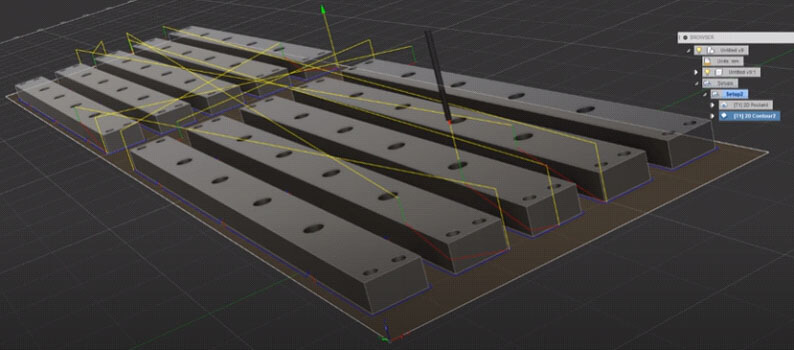
Программируя ход фрезы, заранее продумайте линии холостого хода. Они не должны идти последовательно от одной детали ко второй. Если холостой ход будут коротким, фреза не будет успевать остывать между резами и быстро затупится. Чтобы фреза успевала охлаждаться, линии должны быть протяженными. Смотрите пример хороших линий на рисунке (они обозначены желтым цветом).
© 2026, Русская фанера (ООО «Грин Плай»)
![]()